


IMPORTANCE OF SURFACE PREPARATION
Cleanliness is essential for steel surface to hold coating. Paint will not adhere or bond to steel surface if there is loose rust, oil, grease, dirt, salts, chemicals, dust, etc. are not cleaned from the surface to be coated, adhesion will be compromised and/or osmotic blistering will occur in addition to premature failure of the coating in service.
Any substance which prevents the coating from adhering directly to the steel can be considered a contaminant. Major contaminants at new building include:
- Moisture or water.
- Oil and grease.
- Ionic species from the close by sea and industrial areas.
- White rust (zinc salts).
- Weld spatter.
- Weld fume.
- Cutting fume.
- Burn out from welding on the reverse side of the steel.
- Dust and dirt from the yard site and from nearby processes
Abrasive blasting advantages.
- Can be used to clean large areas of the steel.
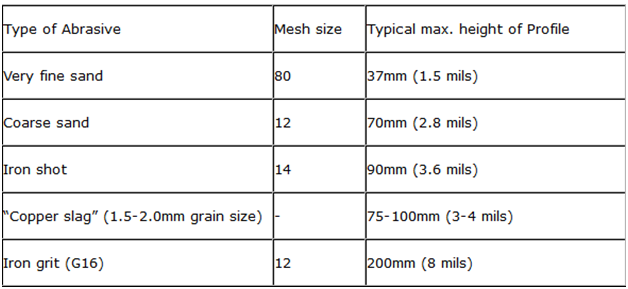
- Gives a good profile to the steel before painting.
- take off rust, old paint, some oils, grease & soluble salts.
Abrasive blasting disadvantages.
- Environmentally unfriendly – noisy, dirty, produces large quantities of dust.
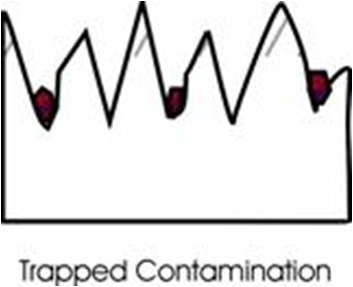
- Can leaves retained grit in the steel which is not fully overcoated. The grits breaks down early in service giving the appearance of a poor coating performance.
Sweep blasting:
A jet of the abrasive is swept across the surface of the steel rather than being focussed on one area for any period of time. Its effectiveness based upon the type and particle size of the abrasive used, the condition of the surface and the skill of the operator. Three major types of sweep blast are commonly used:
- Light sweeping: It is used to remove surface contamination or loose coatings. It is additionally used for etching of existing coatings to improve adhesion. Fine abrasive (0.2-0.5mm) is commonly used for etching.
- Heavy or hard sweeping: It is used to remove old coating, rust back to the original shop primer or bare steel.
- Sweeping Shop Primers at new building: It is used to partially remove the shop primer to an agreed standard, immediately prior to overcoating.
- Hydroblasting / Water Jetting.
- The term water washing and hydroblasting (used to remove rust and paint) can easily become confused. To clarify the situation, the following pressure guidelines are given:
- Low pressure water washing – pressures less than 1,000 psi (68 bar).
- High pressure water washing – Pressures between 1,000 & 10,000 psi (68-680 bar).
- High pressure hydroblasting – pressures between 10,000 & 25,000 psi (680-1700 bar).
- Ultra high pressure hydroblasting – pressures above 25,000 psi (1700 (bar). Most machines operates in the range of 30,000 –36,000 psi (2000-2500 bar) range.
Advantages of hydroblasting are:
- Removes soluble salts from the steel surface.
- Water as a cleaning material is usually inexpensive and available in large quantities. (The Middle East is an exception).
- Lack of contamination of surrounding areas because there are no abrasive particles.
- Lack of dust.
Disadvantages of hydroblasting are:
- No surface profile is produced. It relies on the original profile, if present.
- Flash rusting can be a problem in humid environments.
- The areas behind angles require attention as they are difficult to clean by hydroblasting.
- Power Tool Cleaning
- Rotary Power Discharging.
- Mechanical Descaling.
- Rotary Wire Brushing
- Hand Tool Cleaning
Pickling: It is an acid pickling process can be used for the preparation of small items before coating. The items, such as pipes, are cleaned by alkali followed by a wash and then an acid pickling bath to remove rust. Through washing should take place to remove all the acid, particularly if the item is to be painted.
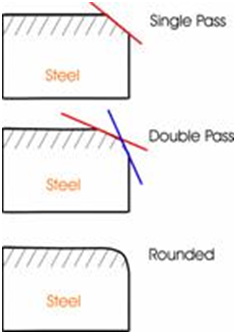
Edge preparation
Standards for Abrasive Blast Cleaning
The given standards are used for judging the surface cleanliness of steel are based on visual observations only and are all assessed relative to the original condition of the substrate prior to cleaning. Steel is usually categorized into four grades – A, B, C and D grade, where A grade is in the least corroded condition.
ISO Sa3 Blast cleaning to visually clean steel
When seen without magnification the surface shall be free from visible oil, grease and dirt and shall be free from millscale, rust, paint coatings and foreign matter. It shall have a uniform metallic colour.
ISO Sa 2.5 Very thorough blast cleaning
When seen without magnification, the surface shall be free from visible oil, grease and dirt and shall be free from millscale, rust, paint coatings and foreign matter. Any traces of contamination will show only as slight stains in the form of spots or stripes.
ISO Sa 2 Thorough blast cleaning
When seen without magnification, the surface shall be free from visible oil, grease and dirt and from most of the millscale, rust, paint coatings and foreign matter. Any residual contamination shall be firmly adhering.
ISO Sa 1 Light blast cleaning
When seen without magnifying, the surface shall be free from visible oil, grease and dirt and from poorly adhering millscale, rust, paint coatings and foreign matter.
Paints in DD
Ships bottom:
primer one coat: Dry film thickness 25 microns
Main paint: chlorinated rubber anti corrosive paint 3 coats of 75 micron each
Anti fouling paint:
sides: 2 coats 50 micron each
bottom: a coat of 50 micron
Boot top area: water resistant & corrosion inhibiting paint 3 coats of each 50 micron
- Superstructure and external:
- water resistant and corrosion inhibiting paint
- 2 coats each 50 micron
- 1 coat of alkyl resin 40 micron(undercoat)
- 1 coat of alkyl resin (finish coat) with glossy & colour retention 40 microns


 REQUIREMENTS")
{kind=link}