

The aim of the test is to show the correlation between the engine’s corrosive impact and the lube oil’s ability to counter act this.
The fastest way to evaluate the corrosive behavior of an engine is to do a stress test, also called Feed Rate Sweep. It is also used in the ACC familiarization period in order to find the suitable lube oil feed rate for particular engine, operating pattern and lube oil used.
During the Sweep-Test, the vessel is running on fuel with sulphur content above 2.7%. The Sweep-Test takes 6 days and is performed during a longer voyage were the engine load remains constant and above 25% load under that period. The feed rate of the cylinder oil is set to fixed steps & drain oil samples are taken after 24 hours,before lowering to the next step.
Before the test starts a port inspection is done and samples of the fuel, system oil in use and fresh (unused) cylinder oil is taken. After the test is finished, all samples are sent ashore to a certified laboratory. The iron (Fe) content and the BN value is analyzed. The Fe concentration is analyzed using the ASTM D5185-09 and the BN is analyzed using the ISO 3771:2011(E) method.
The Fe concentration is the measurement of corrosion and wear condition. The BN level in the drain oil is an evaluation of the performance of the oil and the need for neutralization in the engine. The results of the drain oil samples shows correlation between the ACC factor and Fe and BN.
Test Procedure

Day 1 (at least 24 hours after departure) The correct cylinder oil is bunkered. The feed rate of the cylinder oil to 1.4 g/kWh is adjusted
Day 2 After running 24 h on cylinder oil feed rate of 1.4 g/kWh, drain oil samples are taken from all cylinders. after this cylinder oil feed rate adjusted to 1.2 g/kWh
Day 3 Drain oil samples are taken from all cylinders, after running 24h on cylinder oil feed rate of 1.2g/kWh. After this, the cylinder oil feed rate is adjusted to 1.0g/kWh
Day 4 Drain oil samples are taken from all cylinders, after running 24h on cylinder oil feed rate of 1.0g/kWh. Sample –procedure same as Day 2. After this, the cylinder oil feed rate is adjusted to 0.8g/kWh.
Day 5 Drain oil samples are taken from all cylinders, after running 24h on cylinder oil feed rate of 0.8g/kWh. Sample –procedure same as Day 2. After this, the cylinder oil feed rate is adjusted to 0.6g/kWh.
Day 6 Drain oil samples are taken from all cylinders, after running 24h on cylinder oil feed rate of 0.6g/kWh. Sample –procedure same as Day 2. Then, the cylinder oil feed rate is adjusted to the normal ACC factor.
Evaluation of Sweep Test
When the analysis results from the samples are returned from the laboratory, the data is evaluated.
First the the ACC factor is found in accordance to the Fe then corresponding BN value is found. It shows the possible level of BN depletion of the oil, which does not jeopardize the performance of the oil.
In the normal case the Fe concentration slowly rises until a point where it rapidly increases. The allowable ACC factor is found just before the rapid increase in Fe . The choice of an ACC factor which is equivalent to acceptable FE levels means that the corrosion is controlled.
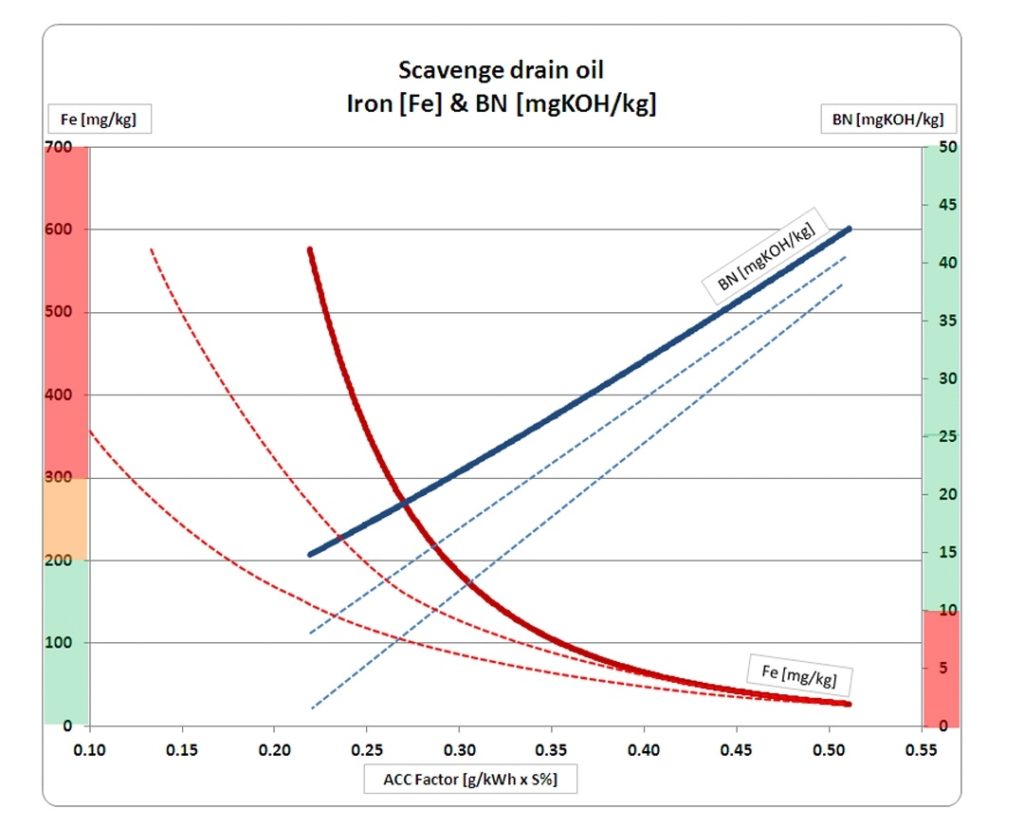
In above graph ,The ACC factor (g/kWhxS%) is shown on the x-axis. The Fe concentration (mg/kg) is represented with red lines and the result is read on the left y-axis. The axis is divided into three parts. The green bar is showing safe operation condition, 0 – 200 Fe (mg/kg) and the orange bar is the “be alert area”, 200-300 Fe (mg/kg), which means that the cylinder liner and lube oil have started to extend their limits. When the Fe concentration reach above 300 mg/kg (the red bar), the wear or corrosion have started to increase greatly and the lube oil feed rate should be increased.
The rest BN concentration (mg KOH/kg) is represented with blue lines and the results is read on the right y-axis. The axis is divided into two parts. The red bar or line(0-10 BN) illustrate that neutralization capacity of lube oil has started to be depleted and the risk of corrosion is increased. The green bar (10-50 BN) shows safe operation.
The thick blue line and the thick red line are the BN and Fe values from the same sweep.
The correct ACC factor and possible level of BN depletion of the cylinder oil is found out by following procedure:
1.The thick red line is followed and the Fe Concentration for safe operation is found. In this example it is 200, because after this the slope of the thick red line is increasing rapidly. The corresponding ACC factor is found on the x-axis and is in this case 0.30 g/kWh x S%.
2.The rest BN value corresponding to this safe operation is found by using BN curve (in this graph, the blue thick line)and the result of the right x-axis is read. In this case ACC factor 0.3 is corresponding to 22 BN.
3.The dashed lines are examples of how other sweep tests with other lube oils are looking like.

 REQUIREMENTS")

{kind=link}