

Now a days Ships are built by welding but up to 2 nd world war ie 1944 ships were built by riveting and welding was used only for the repair . However the welding techniques were subsequently developed for use in ship building and when total confidence by experience was developed the welding developed riveting.
Advantage of Welding over riveting
- It provides smooth surface of hull ie less resistance and higher speed for the same power
- Less maintenance
- Reduced steel weight
- Reduced drawing and lofting work in Shipyard.
- Joints are produced more quickly
- Less number of Labors required
- Better water tightness and oil tightness with then with riveting
- Welding permits prefabrication, ie units can be made at different places and then assembled later at yard.
Forms of welding
- Forging Two difference pcs of same metal are heated to welding temp and then pressed heavily against each other so that two metal pieces merge with each other.
- Fusion In this process two metal parts are brought together and are heated to melting temp and the molten metal of the same material supplied externally to them to fill up the gap in between the two parts
In the ship building Fusion type welding is used.
In fusion type there are three types of welding,
- Gas Welding
- Arc welding
- Resistance Welding
1. Gas Welding
- Gases in gas welding are ACETYLENE & OXYGEN.
- Concentration of two gives concentrated flame of 3000
- Oxygen is stored under pressure in a cylinder colored black and provided with a regulator to control the working gas pressure
- Similarly acetylene gas dissolved in Acetone is kept in cylinder colored red with regulator to control working gas pressure.
The cylinders are connected by two separate hose to welding torch.Welding torch consist of
A. Long thick copper nozzle B. A Gas mixture body C. Valves for adjusting the flow rates of acetylene and of oxygen
A separate metal rod of filler material is used to supply the parent metal externally to the joint of two pcs, by varying the proportion of oxygen and acetylene in the mixture the efficiency of combustion can be varied and flames of different natures are obtained.
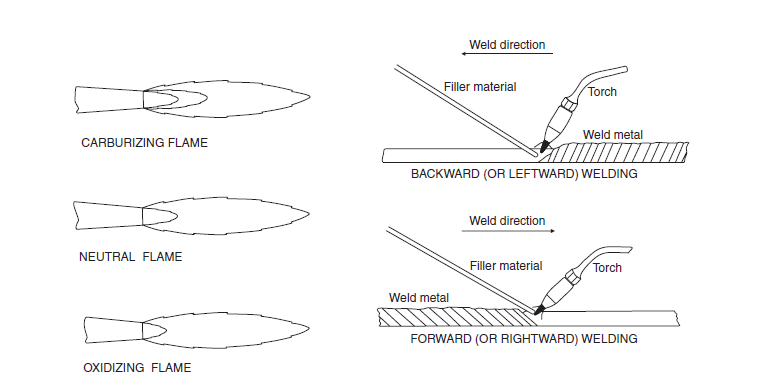
- Oxygen > Acetylene Oxidizing flame for welding the metal with high themal eg Cu
- Oxygen =Acetylene Natural flame for welding of steel or most other metal
- Oxygen< Acetylene Carburising flame produces submicroscopic particles of carbon which go in to the molten steel and makes metallurgical problems in surface
In Torch inner cone supplies oxygen the outer envelope of the flame consume surrounding oxygen that protects molten metal from surrounding oxygen of air , otherwise the oxygen may enter the molten meal and produce porosity when the metal is cooled .
Use of Gas Welding,
- It is slower than arc welding (3-4 m /hr)
- Oxy-acetylene welding tends to be slower than other fusion welding processes because the process temperature is low in comparison with the melting temperature of the metal, and because the heat must be transferred from the flame to the plate
- It is therefore used to weld steel plates upto7 mm only
- It is used for Ventilation trunking , A/C, Cable trays , Light steel furniture
- Brazing ie Without reaching fusion temp of both parent metals to be welded
Metallic Arc Welding
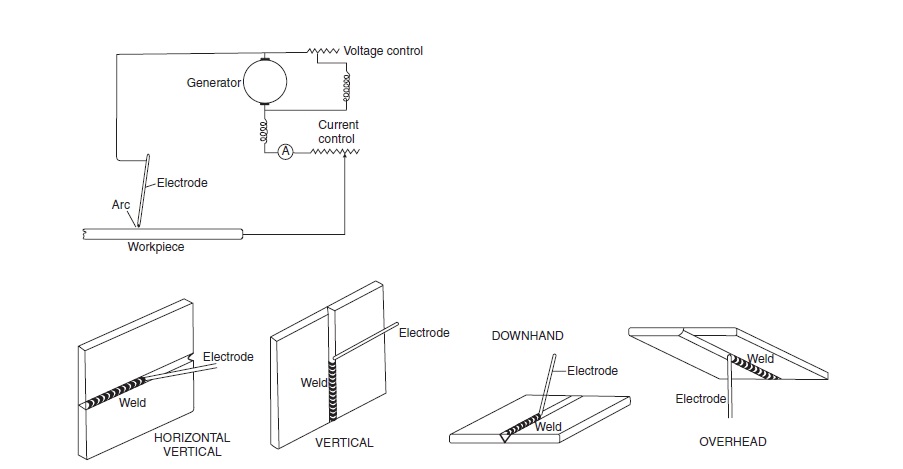
The principle of electric arc welding is that a wire or electrode when connected to a source of electrical supply with a return lead to the plates to be welded. If the electrode is brought into contact with the plates an electric current flows in the circuit. By removing the electrode for a short distance from the plate, so that the electric current is able to jump the gap, a high temperature electrical arc is created. This will melts plate edges and the end of the electrode if this is of the consumable type. The arc must be protected from outside oxygen by flux to avoid oxidation of molten metal.
The core wire normally used for the mild steel electrodes is rimming steel.
Flux is formed by coating on the electrode , the flux melts at slightly slower rate than the metal, hence the flux particle gets carried with metal flow from the electrode and forms slag over the molten metal on the plate at same time. An Inert gas is formed at the electrode and shields the metal particle in the arc. Slag is then removed by chipping on cooling.
Coatings for the electrodes comprise of a mixture of mineral silicates, oxides, fluorides, carbonates,hydrocarbons, and powdered metal alloys plus a liquid binder. After mixing, the coating is then extruded onto the core wire and the finished electrodes dried in batches in ovens. Electrode coatings can provide gas shielding for the arc, easy striking and arc stability, a protective slag, good weld shape, & most important of all a gas shield consuming the surrounding oxygen & protecting the molten weld metal.
Various electrode types are available, the type often being defined by the nature of the coating.
The more important types are the rutile and basic electrodes. Rutile electrodes have coatings holding a high percentage of titanium, and are general purpose electrodes which are easily controlled and give a good weld finish with sound properties. Low hydrogen electrodes, the coating having high lime content, are manufactured with the moisture content of the coating reduced to a minimum to ensure low hydrogen properties.
Submerged Arc Welding
The mechanical properties of weld metal deposited with this type of electrode are superior to those of other types, and basic electrodes are generally specified for welding higher tensile strength steels. Where high restraint occurs, for example at the final erection seam weld between two athwartships rings of unit structure, low hydrogen electrodes may also be employed. A welder having experience is required where this type of electrode is used since it is less easily controlled.
Welding with manual electrodes can be accomplished in the downhand position, e.g. welding at the deck from above, also in the horizontal vertical, or vertical positions, e.g. across or up a bulkhead, and in the overhead position, e.g. welding at the deck from below . Welding in any of these positions requires selection of the correct electrode (positional suitability stipulated by manufacturer), correct current, correct technique, and inevitably experience, particularly for the vertical and overhead positions.
This is an arc welding process in which the arc is maintained within a blanket of granulated flux ,A consumable filler wire is employed and the arc is maintained between this wire and the parent plate. Around the arc the powdered flux breaks down and provides some gases, and a highly protective thermally insulating molten container for the arc. This allows a high collection of heat, making the process very efficient and suitable for heavy deposits at fast speeds. After welding the molten metal is shielded by a layer of fused flux which together with the unfused flux may be recovered before cooling. This process is the most commonly used process for down hand mechanical welding in the shipbuilding industry.
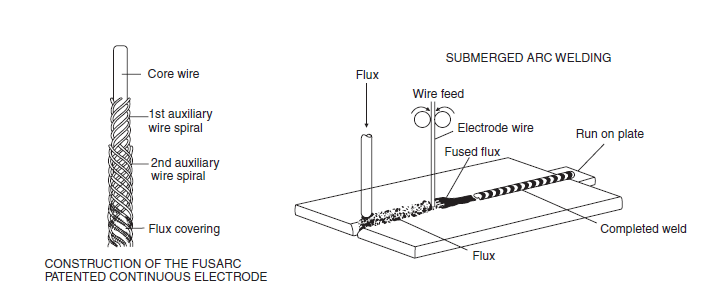
Metal powder additions which result in a 30–50 per cent increase in metal deposition rate without incurring an increase in arc energy input may be used for the welding of joint thicknesses of 25 mm or more. Submerged arc multi-wire & twin arc systems are also used to give high productivity. With shipyards worldwide adopting one-side welding in their ship pane lines for improved productivity the submerged arc process is commonly used with a fusible backing, using either flux & glass fibre materials to control the weld penetration bead. used at high stress concentration places like deck at sides, steps in double bottom, hatch covers.
GAS SHIELDED ARC WELDING PROCESSES
Tungsten Inert Gas (TIG) Welding : In the TIG welding process the arc is drawn between a water cooled non-consumable tungsten electrode and the plate. An inert gas protection is provided to protect the weld metal from the atmosphere, and filler metal may be added to the weld pool as required. Ignition of the arc is obtained by means of a high frequency discharge across the gap since it is not advisable to strike an arc on the plate with the tungsten electrode. Generally in Britain the inert gas shield used for welding aluminium and steel is argon. Only plate thicknesses of less than(<) 6 mm would normally be welded by this process, and in particular aluminium sheet, a skilled operator being required for manual work. This may also be referred to as TAGS welding, i.e. tungsten arc gas-shielded welding.
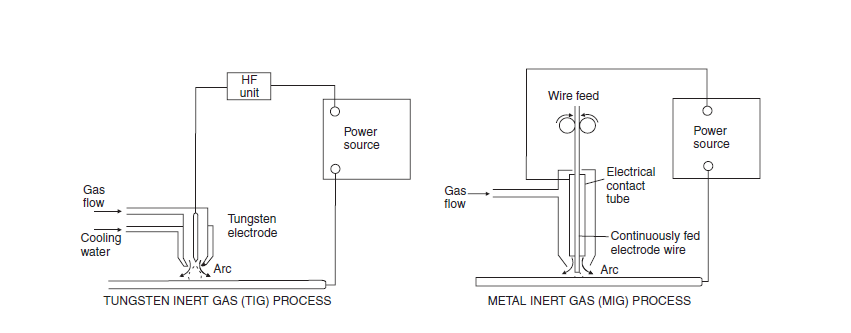
Metal Inert Gas (MIG) Welding This is an extension of TIG welding, the electrode in this process becoming a consumable metal wire. Basically the process is as illustrated in a wire feed motor supplying wire via guide rollers through a contact tube in the torch to the arc. An inert gas(IG) is supplied to the torch to shield the arc, and electrical connections are made to the contact tube and workpiece. Welding is generally done with the help of DC source and electrode positive for regular metal transfer, and when welding aluminium to remove the oxide film by the action of the arc cathode. Although the process may be fully automatic, semi-automatic processes as illustrated with hand gun are now in greater use, and are particularly suitable in many cases for application to shipyard work. In the beginning aluminium accounted for most of the MIG welding, with argon being used as the inert shielding gas. Much of the welding undertaken on aluminium deckhouses, and liquid methane gas tanks of specialized carriers has made use of this process. Normally larger wire sizes and heavier currents have been employed in this work, metal transfer in the arc being by means of a spray transfer, that is metal droplets being projected at high speed across the arc. At low currents metal transfer in the arc is rather difficult and very little fusion of the plate results, which has made the welding of light aluminium plate rather difficult with the MIG/argon process. The introduction of the ‘pulsed arc’ process has to some extent to overcome this problem and made positional welding easier. Here a low level current is use with high level pulses of current which detach the metal from the electrode and accelerate it across the arc to give good penetration.
Early works on the welding of the mild steel with the metal inert gas process made use of the argon as a shielding gas; but as this gas is rather expensive, and satisfactory welding could only be in the down hand position an alternative shielding gas was sought. Research in this direction was concentrated on the use of CO2 as the shielding gas, and the MIG or CO2 process is now widely used for welding mild steel. Using higher current with the thicker steel plate a fine spray transfer of the metal from the electrode across the arc is achieved, with a deep penetration. Wire diameters in excess of 1.6 mm are used, and currents above about 350 amps are required to obtain this form of transfer. Much of the higher current work is undertaken with the help of automatic machines, but some semi-automatic torches are available to operate in this range in the hands of skilled welders. Welding is down hand only.

 REQUIREMENTS")

{kind=link}