

Q Hydrophore pump short cycling
- Pressure switch faulty- check pressure switch
- Pressure switch wrongly set
- Non return valve after pump leaking, hence water under pressure going back to storage tank- that would be indicated by monitoring of the concerned pump if reverse rotation is taking place.
- Check on/off controller from pump main panel-contacts opening/closing
- Check if system is overcharged
- Check if system in undercharged- Since water is incompressible as soon as water is filled up pressure rises but just on little consumption pressure will drop drastically and pump restarts
- Check for any air leaks
- Faulty automatic air volume control
- Not enough water in tank due to clogged pipelines
- Air leaking from relief valve
- Tank is about to empty
Q Checks prior flooding in dry dock.
- All Departments in charge to confirm that repairs assigned under their departments are completed successful with tests and surveys are carried out.
- Check rudder plug and vent and also check if anodes are fitted back on rudder.
- Check hull for proper coating of paint; make sure no TBT based paint is used.
- Check Impressed Current Cathodic Protection system (ICCP) anodes are fitted in position and cover removed.
- Check Anodes are fitted properly on hull and cover removed (if ICCP is not installed).
- Check all double bottom tank plugs are secured and cemented.
- Check all sea inlets and sea chests gratings are properly cleaned, painted & fitted.
- Check echo sounder and logs are fitted and covers removed.
- Check of propeller and rudder clear from any obstruction.
- Check if anchor and anchor chain is secured on board properly.
- Check all external connections (shore water supply, sewage discharge hose) are removed.
- Check inside the ship all repaired overboard valves are in place in engine room and in pump room if applicable.
- Secure any moving item inside the ship.
- Check sounding of all tank and match them with the value obtain prior entering the dry dock.
- Check stability and trim of the ship. Positive GM should be maintained at all time.
- If there is any load shift or change in stability, inform dock master.
- Go through the checklist again and satisfactory checklist to be signed by Master.
- Master to sign authority for Flood Certificate.
- When flooding reaches overboard valve level, stop it and check all valves and stern tube for leaks.
- Instruction to every crew member to be vigilant while un-docking.
Q What is boiler bulging and how the repair is carried out after boiler bulge out
- Bulging in water tube is due to calcium scale deposition on tube walls which cause improper heat transfer.
- In smoke tube due to carbon deposits bulging is caused.
- Low water level in boiler.
- Misalignment of burner can cause overheating which will further cause bulging.
- Formation of layer of scales on the furnace wall at the water side can cause overheating and bulging defect on the furnace shell.
Q What is the weight of an anode and how will you check if it’s welded properly?
Ans– It is about 12 kg and they are stitch welded to save time so we have to see that they’re welded adequately.
Q Types of safety valves and draw improved high lift safety valve
- Conventional v/v is D/24
- High lift v/v – D/16
- Improved high lift – D/4
- Full bore lift D/4.
- Improved full bore lift
Q Material of anchor chain
U1- Mild steel : tensile strength 300- 490 n/mm²
U2- Special quality steel: tensile strength 490-690 n/mm²
U3- Extra quality steel: tensile strength- minimum 690 n/mm²
also in IACS manual these are called Grade 1,2,3
Q Types of Mooring winch hydraulic motor
Ans– Radial piston, Axial and Vane type
Q SDNR overhauling
- Fix it on the bench-wise
- Open all the nuts
- Rotate the wheel in clockwise or closing direction till the body comes up
- He said what is left down- I said the valve
- He said what if it is not coming up- I said we will rotate the wheel further more down and then it will come up- he was quite satisfied
- General procedure of Lapping is to be carry
- Check the trueness of the spindle.
- He said how do you do that- I told him on the lathe by fixing it one end to the chuck jaws and providing support on the other by tail shaft.
- He asked me to draw the spindle of the valve- I made it
- He asked me where is the hatching done- it is done only on the lower half of the spindle
- Hatching as in shading for the threading on the spindle. It should not be on the full spindle. I think I made it from top to half
Q Type of files.
As per grades of teeth
- Rough
- Bastard
- Second cut
- Smooth
- Dead smooth
As per the shapes
- Flat
- Hand
- Round
- Half round
- Triangular
- Square
- Knife edge
Q Types of tap, dyes & thread used in engine room
Ans– Japanese standards
Types of threads on ship
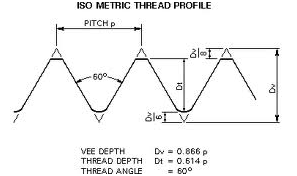
- Metric – ISO standards- 600 degree
- 2 types of metric- coarse & fine.
- BSW- British Standard wit-worth – 550 degree
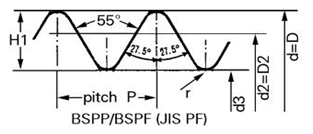
- BSP- British Standard pipe thread
- Tapered thread
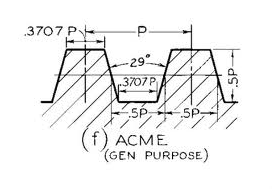
- For CO2 and Freon bottle- ACME
Type of dyes
- Interference
- Base
- Final type
Type of taps
- Bottom taps- Chamfer lead 1-2 threads, Angle of lead- 180/side
- Second taps- Chamfer lead 3-5 threads, Angle of lead- 80/side- most popular
- Taper taps- Chamfer lead 7-10 threads, Angle of lead- 50/side
Adapter sizes mentioned r 1/4 and 3/8″ flare…as for the threads it says pipe thread Charging hose for refrigerant gas thread
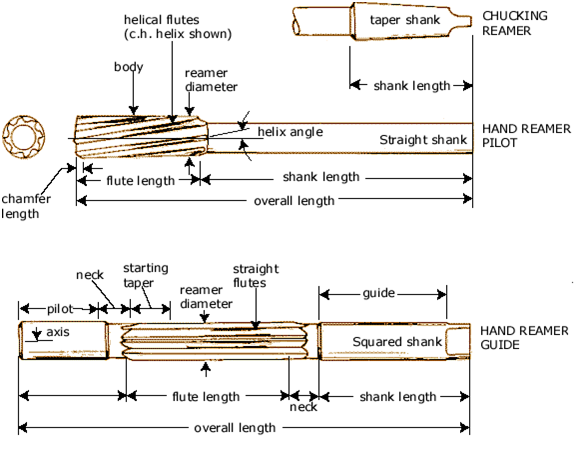
Q What are reamers and their types?
Ans– The function of a reamer is to produce a smooth accurate surface in a bore such as that of a bearing or bush, for the shaft, pin or bolt to enter with a very good fit. In engine room Reamers are used for
- The stern tube hole in stern frame is cast/fabricate roughly under size. When Main Engine is aligned with centre line of the stern frame hole, this hole is reamed to required diameter to fit the stern tube.
- Fitted bolts on rudder palm and rudder carrier bearing housing for the press fit. They are to be reamed to exact diameter to avoid relative movement.
- If a hole is drilled for internal threads then before we start with the procedure of making threads (tapping) we have to make sure we get a smooth finish for the threads.
In this respect, a reamer is a much better tool than a drill and can also produce finishes superior to normal machining on lathes. In fact, bores machined on lathes are often finished with reamers to improve the surface and bring them to size. Holes to be reamed must be drilled or machined undersize, the amount of material left depending on the roughness of the surface. Reamers are reaming tools which can be used on lathe machine for drilling purpose.
Total 8 types of reamers are- Adjustable hand reamer, Straight reamer (precision), Hand reamer, Machine reamer, Shell reamer, Tapered reamer, Morse taper reamer & combination reamer
Q Boiler corrugations
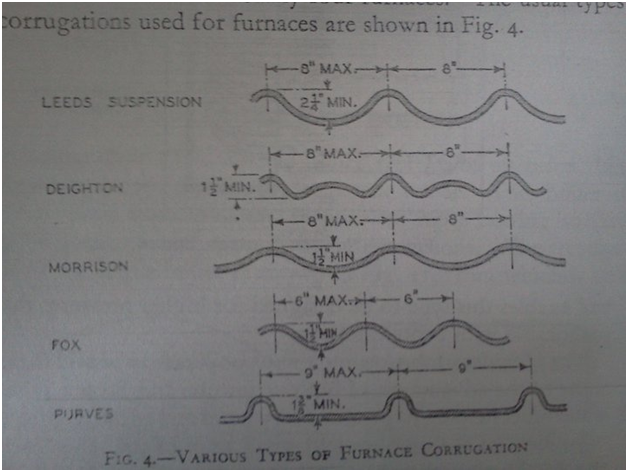
Thickness of boiler tubes and plates- by ultrasonic equipment
Type of boiler furnace- box type, spilit box type, tube type & spilit tube type
Intercoolers in compressor are used to convert adiabatic process into isothermal process.

 REQUIREMENTS")

{kind=link}